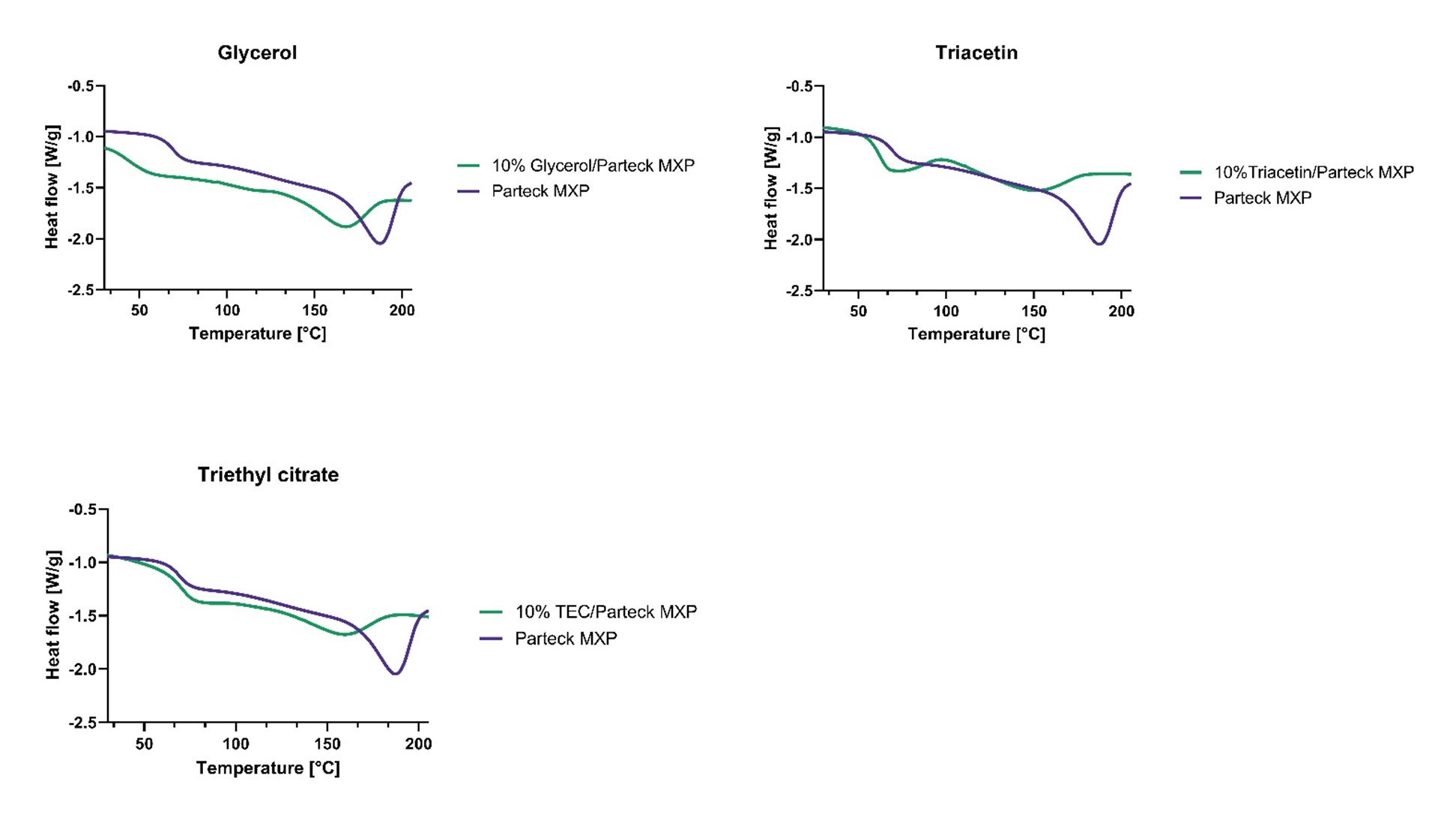
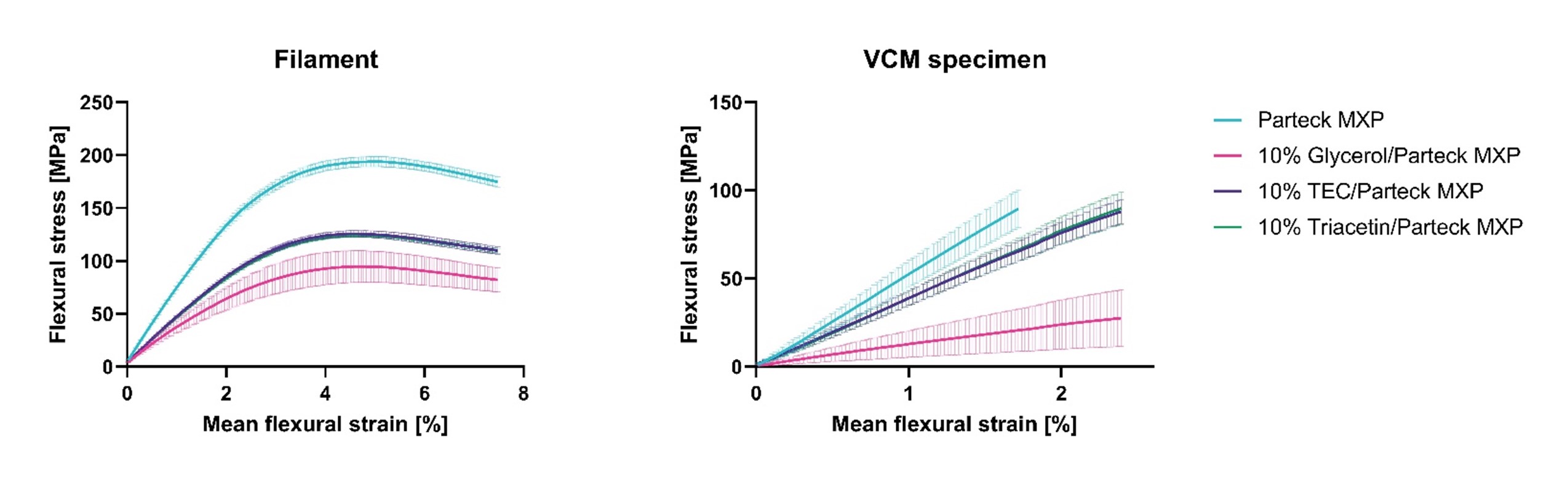
Purpose: Many of the active pharmaceutical ingredients (APIs) which are currently in the pipeline of various pharmaceutical companies are poorly soluble. Amorphous solid dispersions (ASDs) are one approach for improving solubility and thereby enabling this group of active ingredients to oral dosage forms. One method to produce these ASDs is hot melt extrusion (HME). In this process, APIs can be amorphously incorporated into a polymer matrix by heating and shearing. Most HME polymers for pharmaceutical applications are designed to be brittle to facilitate further grinding or milling steps. For many down-streaming processes such as strand pelletization homogenous filaments with defined mechanical flexibility of the strand are required [1]. To compare the brittleness of different polymers or formulations usually a three-point bending test of the extruded filaments is applied [2]. This requires a fully designed HME process even for initial pre-evaluations, requiring development time and large amounts of material. Therefore, there is a high need to predict the mechanical behavior of polymer filaments at small scale. For this purpose, thermal methods as well as vacuum compression molding (VCM) technology were evaluated to successfully predict filament behavior. Different plasticizers are evaluated to assess the concept. The findings are intended to provide information on the flexibility of the finished filaments. Methods: Initial thermal screening was performed using differential scanning calorimetry (DSC 3+, Mettler Toledo, USA). About 5 mg of sample was weighed into 40 µl aluminum pans. A cyclic DSC measurement including two heating phases, was used to evaluate the glass transition of the polymeric matrix (first heating cycle 25 °C to 210 °C, cooling cycle 210 °C to -20 °C, second heating cycle -20 °C to 250 °C, 30 K/min, 50 ml/min N2, data evaluated with STARe-Excellence Software). The rectangular specimens for the bending test were produced using a VCM process (MeltPrep GmbH, Austria) with a target geometry 40 mm x 10 mm x 1.2 mm. The following materials were selected for the following tests. The polymer used was polyvinyl alcohol 4-88 (PVA) (Parteck MXP, Merck KGaA, Germany). Glycerol, triacetin, triethyl citrate (Merck KGaA, Germany) were used as plasticizers. Matrices were consisting of PVA and PVA-plasticizer blends with a plasticizer content of 10 wt%. 600 mg of the pre-mix was weighed into the rectangular sample chamber. The premix was homogenized in a mortar. The sample was melted under vacuum on a heating plate at 200 °C for 15 min. The sample was then solidified by cooling on an air pressure cooling unit. For comparison, filaments consisting of the same mixtures were prepared using a twin-screw extruder (Pharma 11, ThermoFisher Scientific, USA). The liquid plasticizers were injected directly into the extruder barrel using a syringe pump. Extrusion parameters 0.200 kg/h at a screw speed of 200 rpm, the temperature was individually set for the plasticizers. Mechanical properties were tested on a Texture Analyzer TA-XT (Stable Micro Systems Ltd, USA) using a 3-point bending rig. The samples were placed on supports with a gap of 30 mm. A test speed of 0.1 mm/sec was used for sample characterization Results: The miscibility of PVA and plasticizers can be confirmed by the presence of only one glass transition temperature (TG) in the second heating phase. Furthermore, the measurement shows a TG reduction compared to the pure PVA. The TG gives a first indication of the flexibility of the filament, usually it is expected that flexible polymers have a lower TG. The TG of pure PVA is 69°C. The TG of the glycerol mixture is 43°C, that of the triacetin mixture is 62°C and that of the triethyl citrate mixture is 69°C. When only considering the TG, pure PVA should have the same flexibility as the triethyl citrate mixture. The respective thermograms are shown in figure 1. The results of the 3-point bending test of the extruded filaments clearly show the influence of the different plasticizers on the flexibility of PVA filaments. The glycerol mixture provides the strongest plasticizing effect. The two blends with triethyl citrate and triacetin show a very similar mechanical behavior. They are more flexible than PVA, but less than the glycerol filaments. The same trend can be seen with the VCM test specimens. The pure PVA specimens broke at about 100 MPa flexural stress, while the plasticizer-containing specimens bowed (as seen in figure 2) Conclusion: It was observed that DSC measurements alone are not sufficient to estimate the mechanical characteristics of the final filaments. The method of analyzing the mechanical properties of test specimens produced using VCM technology complements an initial thermal analysis using DSC measurements very well. Through the combination of these two methods, a prediction of the flexibility properties of extruded filaments can be made. This time- and material-saving screening method facilitates the evaluation of new polymers or new polymer mixtures for filament production via HME at early development. References: [1] T.R. Hörmann, N. Jäger, A. Funke, R.-K. Mürb, J.G. Khinast, A. Paudel, 2018, Formulation performance and processability window for manufacturing a dual-polymer amorphous solid dispersion via hot-melt extrusion and strand pelletization, International Journal of Pharmaceutics, Vol. 553, Issues 1–2, Pages 408-421, ISSN 0378-5173, https://doi.org/10.1016/j.ijpharm.2018.10.035. [2] E. Prasad, M. T. Islam, D. J. Goodwin, A. J. Megarry, G. W. Halbert, A. J. Florence, J. Robertson, 2019, Development of a hot-melt extrusion (HME) process to produce drug loaded Affinisol™ 15LV filaments for fused filament fabrication (FFF) 3D printing, Additive Manufacturing, Vol. 29, 100776, ISSN 2214-8604, https://doi.org/10.1016/j.addma.2019.06.027. Figure 1: DSC thermograms of second heating cycle of formulations witch PVA, PVA-glycerol mixture, PVA-triacetin mixture and PVA-triethyl citrate
Figure 2: Stress-strain graphs from 3-point bending test of filament formulation, MV +SD n= 10 (left) and VCM specimen, MV +SD n= 5 (right), SD